- Металлообрабатывающее оборудование
- Автомат для изготовления гвоздей
- Вальцы
- Гильотины
- Заточные станки
- Зиговочные станки
- Кузнечно-прессовое оборудование
- Ленточнопильные станки
- Листогибы
- Профилегибочные станки
- Резьбонарезные станки
- Сверлильные станки
- Станки для изготовления плетеной сетки Рабица
- Станки для резки, гибки и правки арматуры
- Станки отрезные маятниковые
- Станки трубогибочные
- Фальцеосадочные станки
- Фальцепрокатные станки
- Электропечи для термообработки металлов
- Станки для производства водосточных систем,вентиляции
- Деревообрабатывающее оборудование
- Дробильное оборудование
- Заточные станки
- Комбинированные станки
- Кромкообрезные станки
- Круглопильные станки
- Многопильные станки
- Оцилиндровочные станки
- Пилорама ленточная
- Пилорамы дисковые горизонтальные
- Пилорамы брусовальные
- Пилорамы рамные
- Рейсмусовые станки
- Торцовочные станки
- Универсальные станки
- Фрезерные станки
- Фуговальные станки
- Строгальные четырехсторонние станки
- Чашкорезные станки
- Комплектные деревообрабатывающие линии
- Сушильные камеры
- Околостаночное оборудование
- Аспирационные установки
- Гаражное оборудование
- Строительное оборудование
- Электростанции
- Компрессорное оборудование
Акции:
Дисковые пилы с твердосплавными напайками

Вальцы трёхвалковые электромеханические МГ
- Главная
- /
- Каталог
- /
- Металлообрабатывающее оборудование
- /
- Станки трубогибочные
- /
- Трубогибочный станок УГС-6/1А

Трубогибочный станок УГС-6/1А
Высокопроизводительный трубогибочный станок!


Процесс изгибания труб не так-то прост, как кажется со стороны. С точностью до градуса подручными средствами металлические изделия не согнешь. Для благоприятного выхода из положения и решения нелегкой задачи когда-то был изобретен трубогиб ручного типа. Спустя определенное время ему на смену пришел трубогибочный станок , тем самым значительно увеличивая эффективность производства в этом направлении. И что самое интересное, с появлением гидравлического и электромеханического трубогибов ручная модификация не канула в лету, а по-прежнему применяется там, где не требуется стремительная скорость изготовления и высокая точность изгиба, а именно: в быту и на малых предприятиях.
Вне зависимости от конструктивного исполнения все три вида трубогибов гнут трубы холодным методом. Ручной трубогиб проще всех по устройству, самый компактный и доступный по стоимости. Изгибание трубы с его помощью зависит от приложения физических усилий работника.
Механизм гидравлического типа справляется с заданием без использования мышечной энергии человека, также прост по конструкции, как и ручной. Правда, в отличие от последнего более производителен и вдобавок способен справиться с изменением формы толстостенных труб и заготовок большого диаметра.
Для промышленного производства, где изгиб пустотелых профильных изделий необходим в постоянном режиме, самым подходящим агрегатом является трубогибочный станок, работающий от электропривода. Например, такой станок, как УГС-6/1А ММЗ-3101-№1 относится к разряду наиболее высокоточного и профессионального оборудования. В данный электростанок труба подается в специальный захват, после чего она изгибается давлением на круглую колодку нужного радиуса.
Таким образом производится изменение прямой формы изделия с точностью до сотых долей градуса. Благодаря аккуратному механическому воздействию устройства великолепно сохраняется целостность трубы в области изгиба. Трубогибочные станки последнего поколения применяется высокотехнологичная электроника в системе управления агрегатом. Трубогибочные станки особенно востребованы на строительной площадке и в ремонтных организациях. Гибка труб сразу по месту монтажа позволяет не прерывать основную работу и серьезно сэкономить средства, выделяемые руководством для транспортировки проката.
За счет применения новейшей электроники можно вести тщательный контроль процесса гибки сразу в двух режимах: ручном и автоматическом. При включении ручного режима оператор следит за ходом действия непрерывно, при автоматическом режиме участие человека минимально. Гибку изделий осуществляют за счет системы динамического торможения. Главный привод в нужный момент стопорится электропедалью или кнопкой с пульта управления.
Конструктора не останавливаются на достигнутом, и вносят в современный трубогиб все новые усовершенствования. Допустим, на сегодняшний день модернизированный гибочный станок запускается в работу дистанционно с переносного пульта управления, отправляющего радиосигнал в приемный блок станка. Это значительно упрощает ведение процесса гибки, и улучшает технические параметры выпускаемой продукции.
Стоит заметить, что несмотря ни на что нынешние «крутые» трубогибы по-прежнему неприхотливы в деле монтажа агрегата. Всего лишь нужно предусмотреть для станка место с твердым покрытием в производственном цехе и можно приступать к его эксплуатации.
Трубогибочный станок УГС-6/1А это модернизированный станок УГС-6/1. Трубогибочный станок УГС – 6/1, претерпел множество изменений. Изменен принцип определения угла гиба (угол измеряется с помощью абсолютного энкодера), который формирует значение угла сразу в цифровом коде, что позволяет обрабатывать информацию с помощью микроконтроллера без дополнительных преобразований. Введение энкодера позволяет с высокой точностью определять текущее положение каретки трубогибочного станка и учитывать координаты в процессе обработки трубы. Увеличена точность гиба за счет применения более современных технологий. Предусмотрена возможность дистанционного управления работой трубогибочного станка с использование радиоканала. Управление осуществляется с малогабаритного пульта в виде брелка, что обеспечивает дополнительное удобство при управлении данным трубогибочным станком. Изменен внешний вид, габариты пульта управления трубогибочным станком. Улучшена система индикации. Применение нового программного обеспечения на порядок позволяет повысить технические характеристики изделия, проводить мониторинг состояние данного устройства. Модернизирована силовая плата управления обеспечивающая более высокую надежность и работу в электросети. Для удобства хранения оснастки предусмотрен паддон.
Станок трубогибочный УГС-6/1А ММЗ-3101-№1А позволяет проводить трудоемкие гибочные операции с разными видами профиля. Гибка профильной трубы осуществляется с помощью специального ролика, благодаря которому технология обработки максимально автоматизируется. Станок ММЗ-3101-№1А функционирует в ручном и автоматическом режимах. Специальная система электронного управления обеспечивает бесперебойную работу станка. Система динамического торможения обеспечивает надежность и комфорт при гибке профильной трубы. Эта система позволяет нажатием педали или пульта управления остановить главный привод. Дополнительная комплектация технологической оснасткой позволяет производить гибочные операции различных эксплуатационных уровней. Таким образом, благодаря своим техническим характеристикам, трубогибочные станки УГС-6 можно устанавливать на произвольное покрытие или твердый фундамент, ведь для этого не требуется специально оборудованная площадка. К тому же, такой трубогибочный станок, цена которого доступна даже мелким предпринимателям, быстро окупается благодаря своей высокой производительности и качеству получаемых изделий.
Трубогибочный станок "ММЗ-3101"- №1 предназначен для гибки труб из черных, цветных, нержавеющих металлов, оцинкованных и без покрытия, а также для гибки профильных труб и сортового проката методом обкатки в холодном состоянии.
Может использоваться для гибки:
- стальных водогазопроводных труб, ГОСТ 3262-75 (диаметром 3/8'' до 2'', толщина стенки от 2,5 до 4,5 мм), марка стали от СТ-3 до СТ-45;
- стальных бесшовных холоднодеформированных труб, ГОСТ 8734-75 (d от 17 до 60 мм, толщина стенки от 2 до 5 мм), марка стали от СТ-3 до СТ-20;
- стальных бесшовных горячекатанных труб, ГОСТ 8732-70 (d от 17 до 60 мм, толщина стенки от 2,5 до 5 мм), марка стали любая;
- бесшовных холодно и теплодеформированных труб из коррозийно-стойкой (нержавеющей) стали, ГОСТ 9941-81 (наружный диаметр от 17 до 60 мм,
толщина стенки от 2 до 5 мм), марка стали любая по ГОСТ 5632-72;
- электросварных труб из низкоуглеродистых и нержавеющих сталей, ГОСТ 10704-76, ГОСТ 11068-81 (d от 25 до 60 мм толщина стенки от 2,5 до 5 мм),
марка стали от СТ-3 до СТ-20; 08Х18Н10Т, 12Х18Н10Т, 10Х17Н13М2Т и др.;
- бесшовных труб для технических целей по ТУ 14-157-35-94 (d от 25 до 60 мм толщина стенки от 2,5 до 5 мм), марка стали любая от СТ-3 до СТ-45;
- котельных труб ТУ 14-3-460-75 (d от 17 до 60 мм толщина стенки от 2 до 5 мм), марка стали 12Х1МФ, 20Х;
- медных труб ГОСТ 617-90 (d от 17 до 60 мм, толщина стенки от 2 до 5 мм);
- латунных труб ГОСТ 494-90 (d от 17 до 60 мм, толщина стенки от 2 до 5 мм);
- профильных труб ГОСТ 8639-57; ГОСТ 8645-57, (марка стали любая от СТ-3 до СТ-45, размер от 16 до 50 мм, толщина стенки от 2.
Технические характеристики
|
Таблица №1 |
||
|
№ |
Наименование |
Параметры |
|
1 |
Диаметр изгибаемых труб, дюймы (мм): |
3/8'' до 2'' (17-60) |
|
2 |
Двигатель, В/Гц/Вт, |
380/50/3000 |
|
3 |
Частота вращения гибочного инструмента, об/мин. |
3,2 |
|
4 |
Время цикла при гибки на 180º в полуавтоматическом режиме,сек. |
20 |
|
5 |
Максимальный угол гиба, град. |
180º |
|
6 |
Габаритные размеры ДхШхВ, (мм): |
|
|
7 |
Масса механизма, (кг) |
380 |
Стандартная комплектация из шести сменных колодок предназначена для гибки водо-газопроводных труб по ГОСТ 3262-75, диаметром от 1/2'' до 2'' и толщиной стенки от 2 мм до 4,5 мм (см. Таблицу №2)
* Комплектуется по спецзаказу
|
Таблица №2 |
|||
|
Водогазопроводные трубы |
Внутр. радиус гиба, мм. |
||
|
d нар., дюймы |
d нар., мм. |
Ду, мм. |
|
|
3/8''* |
17 |
10 |
42 |
|
1/2'' |
21,3 |
15 |
45 |
|
3/4'' |
26,8 |
20 |
52 |
|
1'' |
33,5 |
25 |
73 |
|
1 1/4'' |
42,3 |
32 |
92,5 |
|
1 1/2'' |
48 |
40 |
145 |
|
2'' |
60 |
50 |
210 |
Основные преимущества трубогибочного станка:
– возможность управления станком в ручном и автоматическом режимах, причем в автоматическом режиме процесс гибки осуществляется системой электронного управления, по заданной программе, а модернизированная силовая плата управления обеспечивает более высокую надежность и работу в электросети;
– станок оснащен системой динамического торможения главного привода;
– возможность использования станка при выполнении различных гибочных операций, за счет сменной технологической оснастки;
– возможность управления станком с пульта, а так же предусмотрена возможность дистанционного управления работой трубогибочного станка с использованием радиоканала;
– станок не требует специальной подготовки фундамента, он устанавливается на любое твердое покрытие для удобства хранения оснастки предусмотрен поддон;
Дополнительно изготавливается оснастка под все типоразмеры труб диаметром от 17 до 60 мм с толщиной стенки от 2 до 5 мм. По специальному заказу станок комплектуется оснасткой для гибки сортового проката (см. таблицу №3):
- круглого проката ГОСТ 1414-75, (d от 16 до 50 мм, марка стали любая от СТ-3 до СТ-45);
- квадратного проката ГОСТ 1133-71, (размер от 16 до 40 мм, марка стали любая от СТ-3 до СТ-45);
- прямоугольного проката и полосы ГОСТ 4405-75, (размер от 10 до 40 мм, марка стали любая от СТ-3 до СТ-45).
|
Таблица №3 |
|||||||
|
Профили |
Трубы |
Сортовой прокат |
Профильные трубы |
||||
|
|
|
|
|
|
|
|
|
|
Макс. размеры заготовок, мм. |
Д нар. 60 |
Д нар. 50 |
Рассчитывается индивидуально под конкретный заказ оснастки |
||||
|
Радиус гиба, мм. |
210 |
210 |
|||||







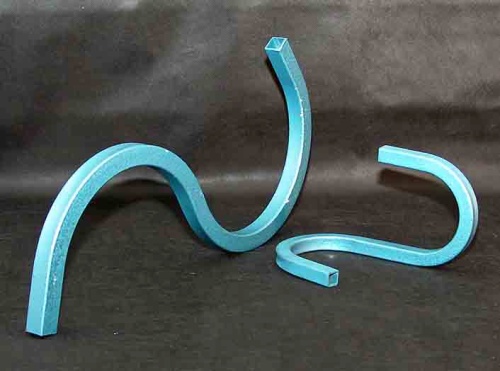
Станок обеспечивает качественный изгиб заготовок на заданный угол до 180º с минимальным изменением геометрии профиля без образования гофр, изломов и прочих дефектов. Позволяет изготавливать сложные изделия из труб с неоднократным изменением ориентации плоскостей гиба в пространстве, учитывая особенности рельефа конструкций (при обходе колонн, опор и прочих препятствий).
Получаемые изделия